 (+86)020-62939899
(+86)020-62939899
 (+86)020-62939899
(+86)020-62939899
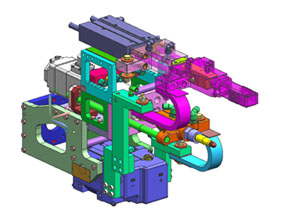
该型单边点焊焊枪为机器人伺服焊枪,并可以预调静电极的压紧力。主要应用于车身的门、前盖、尾门的焊接。
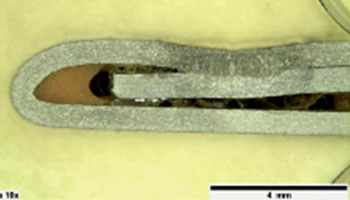
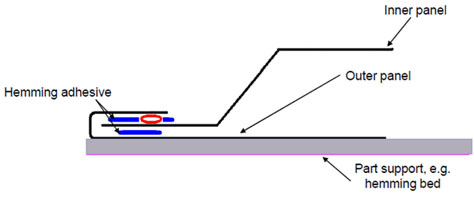
单边点焊解决了不用高温来固定翻边而影响外部形态的这个问题,并且在外板上不会形成焊核。
单边点焊焊接回路与焊点形成样式
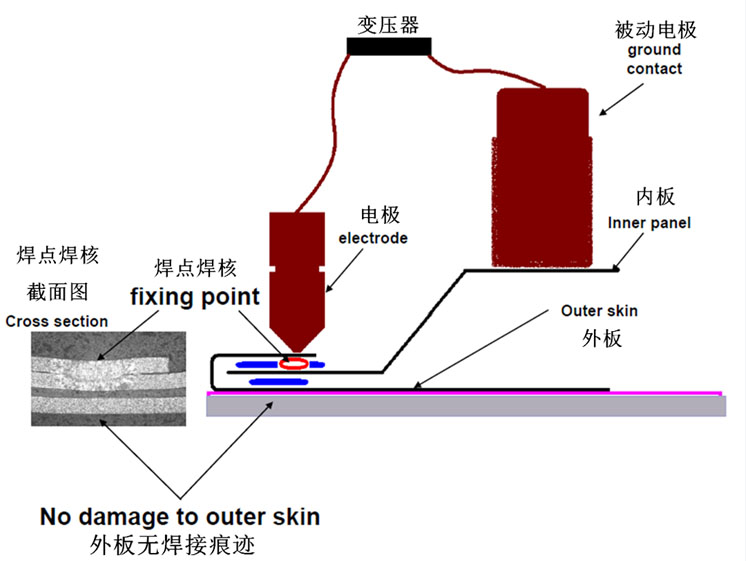
伺服单边点焊焊接回路与运动简图
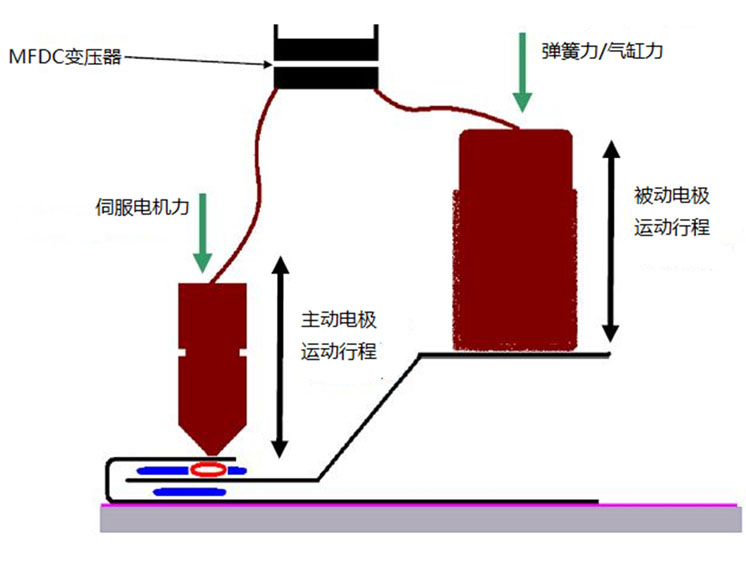
1、主动电极采用一体式滚柱丝杠伺服电机
2、被动电极行程较短,采用弹簧力进行被动电极预压,并可以预调被动电极的压紧力
3、整枪最大焊接力可达5000N
4、焊接电流最大可达15KA
5、焊枪整枪重量低于100Kg
6、可选法兰安装位置
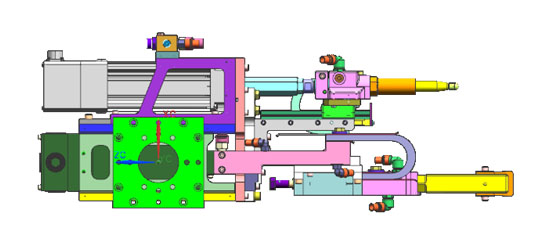
该焊枪是以RW2L C枪枪体为基础设计的单边点焊,这样可以与RW2L焊枪95%零件进行互换,仅需客户少量备件
1、主动电极采用一体式滚柱丝杠伺服电机
2、被动电极行程可选,最长可达500mm,采用气缸力进行被动电极预压,并可以通过气压调节进行被动电极的压紧力调节
3、整枪最大焊接力可达3000N
4、焊接电流最大可达12KA
5、焊枪整枪重量低于80Kg
6、机器人安装位置仅可在焊枪后部进行选择
1、焊接焊点位置与焊枪数量可变化,设定;
2、均在现有成熟枪型的基础上设计,产品成熟并且减少单独的备件;
3、对可视区域无影响,从而减少返修;
4、可用于专机和滚轮折边、包边等多种加工后的焊接处理;
5、单边焊工作站可减少影响焊接质量的不稳定因素。
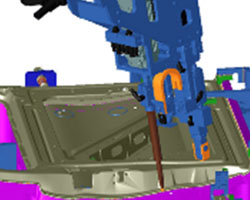
福建奔驰VS20门盖线现场伺服单边点焊应用图片




森德莱官方微信







在线客服:
 联系电话
联系电话


扫描二维码
关注森德莱微信公众号



 您的位置是:
您的位置是: