
 您的位置是:
您的位置是:通用镀锌钢板
通用铝合金板材
理想铝合金板材以及合适/有效的冷却
 (+86)020-62939899
(+86)020-62939899

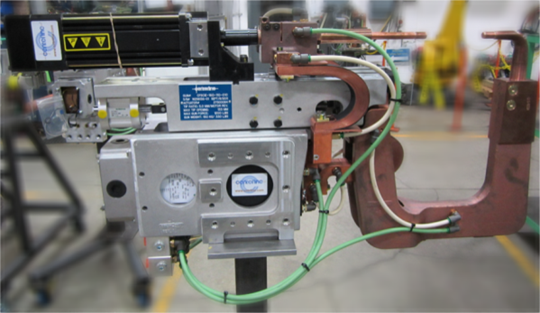
Centerline焊枪在某项目中的铝合金板材点焊的应用
铝挤压型材、铝压铸件及铝合金板是铝车身的三种基本元素。
铝挤压成型的多种盒形断面的梁构成空间框架,称为ASF(AluminumSpaceFrame)。这种梁的壁厚比相同尺寸的钢要增加0.7-0.8倍。
空间框架的联接是由压铸铝件完成的。这种铝铸件要求强度高,多用在应力集中的节点处,主要的承载部位通过MIG复合焊接联接。这种压铸铝接头件的高强度是通过优化结构和增加壁厚来达到的。铸件能够做成很复杂的形状来满足车身结构需要,并保证这种车身节点有最佳的刚度。
车身外覆盖件是由铝合金板冲压加工制造,铝板的厚度比钢板要增加0.2-0.25倍。主要采用铝合金点焊技术连接。
由于采用轻金属铝,使车身质量减轻40%。铝空间框架的设计使车身的静态扭转刚度提高40%;并且铝材的吸能性好,在碰撞中的安全性有明显的优势,汽车前部的变形区在碰撞时会产生皱折,能吸收大量的冲击力,从而保护了后面的乘坐区。除了板材的吸能性外,又由于车身质量的减轻,在碰撞时产生的动能也会减小,相应降低冲击力。
通常,铝制车身会用到多种连接工艺,这里重点介绍下Centerline铝合金板材点焊技术:
铝合金与钢材物理性能比较:
更低的熔点(过程时间短)
塑形变形温度铝合金90C、钢材540C
焊接电极需要更多的冷却水
低电阻率以及高导热系数
很难保证焊接温度以及保温形成焊核
铝合金分流比钢材更明显
凝固过程中铝合金更易形成裂纹
铝合金表面具有高电阻以及高熔点的氧化物阻碍电流形成回路。
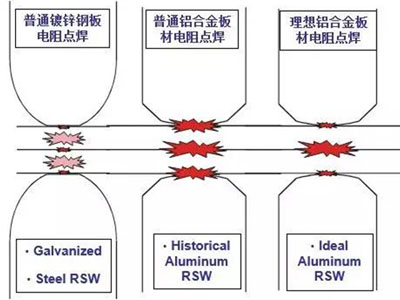
热量产生位置比较 :
通用镀锌钢板
通用铝合金板材
理想铝合金板材以及合适/有效的冷却
(下图为不同板材搭接的电阻分布图,如果要形成完好的铝合金焊点,必须要减少电极帽与板材搭接的电阻,才能有效的形成焊核。)
由于铝合金易形成软化区,为有效形成焊核,Centerline推荐使用与铝合金接触面为超大半径球面来代替平面的电极帽,电极帽端面直径为10-12mm; 另外为减少接触电阻,电极帽修模需要采用GM专利工艺电极帽,利用突出纹理刺破表面氧化物层。
更大的水流量需求:
相对与钢材焊接,冷却水流量需求至少增加2倍以上
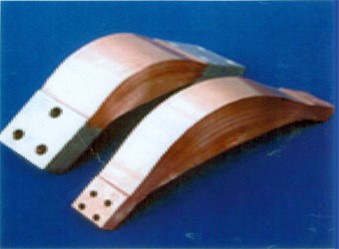
使用更宽更厚的软连接 :
散热更快
减少接触电阻
提高热传递
提高柔性及寿命
在焊接铝合金时不垂直是不可接受的,电极帽对中对于保证熔核成型及熔核大小是非常关键。
焊枪强度要求:
使用强度更高的电极臂
使用适用重载的转轴、滑轨、电极导向
焊接时间太短,不允许滑移
预防性保养是非常重要的,对于部分零件必须考虑减少MTBF时间,须建立标准的检查程序和制定定期的维修保养检查来保证生产连续性
变压器要求:
概述:不要用焊钢的焊枪去焊接铝合金
冷却水不足
强度/刚度不足导致寿命变短和焊接质量不稳定
强度/刚度不足导致寿命变短和焊接质量不稳定
注意事项:
增加冷却水流速
电极几何形状连续性
刚度/强度高的焊枪,保证对中
焊接力稳定
改变机器人管线包电路、水路
大电流/短时间
增加2到3次或者更多的修磨次数
考虑工厂电能及冷却供应
计划增加2到3次维修保养1.时间 2.零件更换
设备能力考虑:
必须考虑焊接母线供电能力,初级电流比交流焊接要大2-3倍。高频率的次级电流脉冲会增加初级电压谐振和陷波。
冷却水系统考虑,铝合金焊枪冷却水流量是普通点焊冷却水流量的2-3倍。
机器人水路管线表要求两进两出。
Centreline经验:常用要求
高压力-例如500-700公斤力
高电流-例如32-45KA电流
焊接周波少—2层板5周波,3层板10周波
电极臂最小偏转确保焊接力在焊接过程中减少在抵消磁场力的消耗
电极头会粘连氧化物,必须要提供适当的清洁与维护


森德莱官方微信







在线客服:
 联系电话
联系电话


扫描二维码
关注森德莱微信公众号

